
Studi Kasus Lean Six Sigma di Industri Farmasi
Di tengah meningkatnya permintaan obat pereda nyeri selama pandemi COVID-19, sebuah perusahaan farmasi global menghadapi tantangan serius dalam menjaga kelancaran proses produksinya. Lonjakan permintaan menyebabkan backlog produksi, keterlambatan pengiriman, dan meningkatnya tekanan terhadap lini packaging tablet paracetamol.
Untuk mengatasi masalah tersebut, perusahaan menerapkan metode Lean Six Sigma (LSS) berbasis DMAIC guna mengidentifikasi akar penyebab downtime dan meningkatkan efisiensi operasional. Hasilnya sangat signifikan: downtime berhasil dieliminasi, produktivitas meningkat, dan perusahaan memperoleh penghematan lebih dari USD 500.000 per tahun. Studi ini diadaptasi dari jurnal Applying Lean Six Sigma Methodology to a Pharmaceutical Manufacturing Facility: A Case Study yang dipublikasikan pada jurnal Processes tahun 2021.
Latar Belakang Masalah
Perusahaan farmasi mengalami peningkatan permintaan produk paracetamol secara drastis selama pandemi COVID-19. Namun kapasitas produksi packaging tidak mampu memenuhi permintaan pelanggan. Dari hasil analisis awal ditemukan bahwa:
- Packaging department menjadi bottleneck utama
- Terdapat backlog Work in Progress (WIP) sebesar 11,6 hari
- Output produksi hanya 5,4 juta blister per minggu
- Kebutuhan pelanggan mencapai 6,5 juta blister per minggu
Artinya terdapat gap produksi sebesar 1,1 juta blister setiap minggu.
Selain itu, data OEE menunjukkan tingginya downtime akibat “short stops” pada mesin packaging. Short stop merupakan gangguan singkat kurang dari 10 menit namun terjadi sangat sering sehingga menyebabkan kerugian besar secara kumulatif.

Penerapan DMAIC pada Studi Kasus
1. Define Phase
Pada tahap Define, tim Lean Six Sigma mendefinisikan masalah utama yang terjadi di area packaging.
Problem Statement
Dalam area packaging, masalah “tablet feed issue” menjadi penyebab downtime terbesar pada kategori short stop dengan dampak:
- 335 jam downtime dalam 4 bulan
- Rata-rata 20 jam downtime per minggu
- Tren downtime terus meningkat
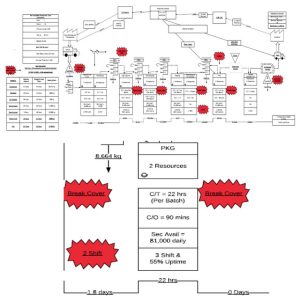
2. Measure Phase
Pada tahap Measure, tim mulai mengumpulkan data detail terkait downtime.
Analisis Downtime
Dari analisis ditemukan:
- Total downtime tablet feed mencapai 20.174 menit
- Masalah terjadi di 6 blister lines utama
Stratifikasi Masalah
Tim melakukan loss stratification untuk mempersempit fokus proyek.
Ditemukan bahwa:
- Packaging line C80/2 menyumbang downtime tertinggi
- Produk tipe 10C821 memiliki gangguan paling besar
3. Analyze Phase
Tahap Analyze bertujuan menemukan akar penyebab utama masalah.
Analisis Pareto
Pareto analysis menunjukkan:
- 70% kerusakan tablet terjadi pada area Feed Bowl A dan Top Hopper
5 Whys Analysis
Tim menggunakan metode 5 Whys untuk menggali akar masalah.
Akar penyebab ditemukan:
- Bentuk hopper menciptakan tekanan berlebih pada tablet
- Tablet pecah selama proses feeding
- Tablet pecah menyumbat chute system
Principle of Operation Analysis (POA)
POA digunakan untuk memahami mekanisme kerja mesin secara detail.
Analisis ini membantu tim memahami:
- Pola pergerakan tablet
- Getaran sistem
- Tekanan gravitasi dalam hopper
Analisis Hardness Tablet
Tim sempat mempertimbangkan meningkatkan hardness tablet agar tidak mudah pecah.
Namun solusi ini ditolak karena:
- Memerlukan approval regulasi hingga 2 tahun
- Meningkatkan risiko kegagalan dissolution test
- Berpotensi memengaruhi efektivitas obat
4. Improve Phase
Tahap Improve fokus pada implementasi solusi.
Solusi Utama
Tim mengembangkan customized riddle plate yang berfungsi:
- Menyaring tablet pecah
- Memisahkan half tablet sebelum masuk feed system
Riddle plate dibuat spesifik sesuai ukuran produk tablet.
Hasil Trial
Uji coba selama 48 jam menunjukkan:
- Tablet feed stop berhasil dieliminasi sepenuhnya
- Tidak ada downtime akibat tablet feed issue
Standard Work Improvement
Tim juga memperbaiki standard work operator sehingga:
- Waktu restart line turun dari 120 detik menjadi 60 detik
5. Control Phase
Tahap terakhir adalah menjaga keberlanjutan hasil perbaikan.
Kontrol yang Diterapkan
- Standard setting mesin
- Penyimpanan khusus untuk platen
- Maintenance check rutin
- Monitoring downtime harian
- Visual management
Hasil dan Dampak Proyek
Implementasi Lean Six Sigma menghasilkan dampak luar biasa:
Hasil Operasional
- Downtime eliminasi total
- Backlog packaging turun 84%
- Changeover time turun 25%
- Availability line naik 11%
- Cycle time membaik 8,3%
Hasil Finansial
Perusahaan memperoleh:
- Penghematan tahunan £388.426
- Eliminasi kehilangan 7,9 juta blister per tahun
- Pengurangan reject saat restart line
Sumber Jurnal:
Brian Byrne, Olivia McDermott, & John Noonan (2021). Applying Lean Six Sigma Methodology to a Pharmaceutical Manufacturing Facility: A Case Study. Processes, 9(3), 550.
https://www.mdpi.com/2227-9717/9/3/550